
Melt-blown fibre nonwovens
Melt-blown method also is one of polymer directly into the net method, it is the screw extruder extrusion of polymer melt through the high temperature air blowing or other means to melt trickle extreme tension and the formation of a very fine fiber, then gathered into a net roller or a net curtain formed on the fiber network, finally made the adhesion effect is strengthened since the melt-blown fiber nonwovens.
The forming principle of fusion-jet fiber
1. Similarities and differences with spunbonded method
Spun-bonded method
Also known as direct spinning into cloth method, it is the use of melting spinning methods such as the polymer section by melting spinning stretch and the formation of continuous filament for the network, and then by bonding, finishing and other processes made products.
A common
The polymer must be extruded by the spinneret hole in the molten state
(2) the fiber network can be thermal bonding (surface bonding or point bonding) or its own bonding into non-woven fabric reinforcement
B the difference
In the spunbond method: the sudden cold air is cooled, at the same time, stretching, forming continuous filament, spread into the net curtain
Melt spray method: high speed hot air spray, by extreme stretching, the formation of ultrafine short fiber, at a very high speed to fly into the net curtain or condensing net roller to form a fiber network
(2) spunbond method: fiber network reinforcement methods, in addition to the hot bonding, but also take acupuncture, water, chemical bonding and other means
Melt spray method: mainly rely on heat bonding or self bonding
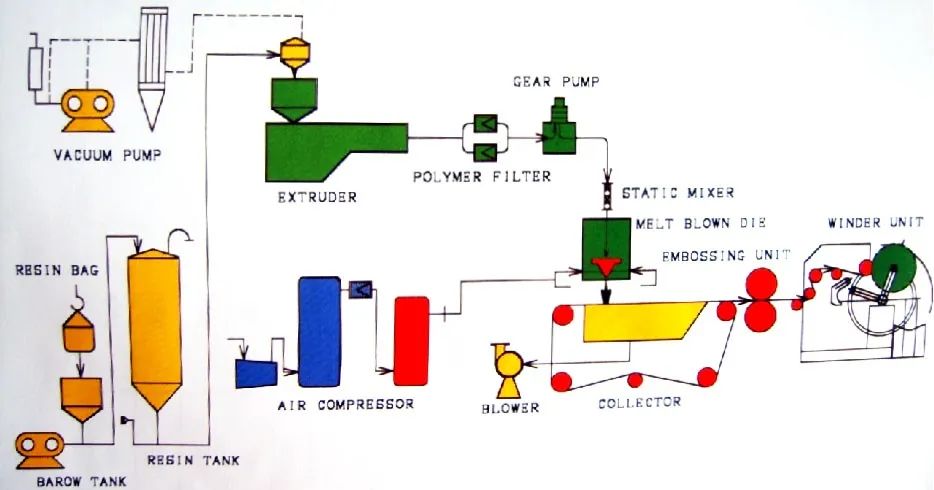
2. Traditional technological process
Polymer feeding → melt extrusion → fiber formation → fiber cooling → mesh forming → bonding (fixed mesh) → cutting edge winding → post-finishing or special finishing
Polymer feed - polymer is generally made into small spherical, granular slices, poured into a bucket or hopper, and fed into a screw extruder
Melt extrusion -- at the feeding end of the screw extruder, the polymer slice shall be mixed with stabilizer, whitening agent and other additives, color masterbatch and other necessary raw materials, after full mixing into the screw extruder, heating into melt, and finally the melt will be fed into the spinneret by the metering pump through the filter.In the process of melting and spraying, the general extruder also reduces the molecular weight of polymer by its shear action and thermal degradation.
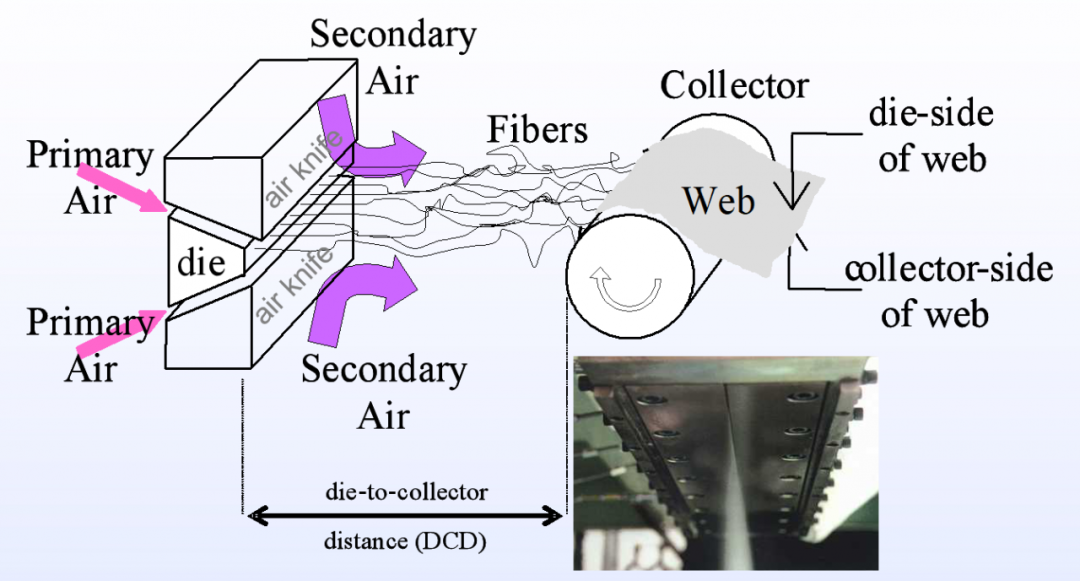
Fiber formation - the filtered clean melt passes through the distribution system and is fed evenly into each set of spinnerets to produce the same amount of extrusion per spinneret.The spinneret of fusion-sprayed fiber is different from other spinning methods, the spinneret holes must be arranged in a straight line, the upper and lower sides of which have jet holes.
Fiber cooling - a large amount of room temperature air is sucked into both sides of the spinneret and mixed with a stream of hot air containing the microfiber to cool it down. The molten microfiber cools and solidifies.
Netting - in the production of fusion-blown fiber nonwovens, the spinnerets can be placed either horizontally or vertically.If placed horizontally, the microfiber is sprayed onto a circular collecting drum to form a net.If placed vertically, the fibers fall onto a horizontally moving screen to form a net.
Adhesive (fixed network) - the above mentioned self adhesive reinforcement, for some purposes of the melting spray cloth is enough, such as: the requirements of the fiber network has a relatively fluffy structure, good air retention or void ratio.And to a lot of other use, have oneself agglutinate aggrandizement alone not enough, still need hot rolling agglutination, ultrasonic agglutination or other aggrandizement means.Hot glue
3. Process characteristics of melt-jet fiber nonwovens
(1) short process, high production efficiency;
The fiber is very fine, fiber mesh uniformity is good, soft, in filtering, antibacterial, adsorption has outstanding advantages;
The fiber orientation is poor, the fiber network strength is low;
This is going to consume a lot of energy.
Main production process parameters of melt - spraying method
1. Melt index (MFI)
The strength and elongation at break of fusion-sprayed fabric decreased with the increase of MFI.Therefore, the MFI of the raw material is required to be as high as possible in order to make the thin melt flow get better draft in the hot gas jet process.
2. Hot gas flow speed
Under the same temperature, screw speed, receiving distance and other conditions:
Hot air speed ↑ → fiber diameter ↓ → nonwovens feel from hard to soft, fiber tangles increase, fiber network dense, smooth, strength has increased
But air velocity is too large, easy to appear flying flowers, seriously affect the appearance of the cloth
3. Hot air injection Angle
It mainly affects the tensile effect and fiber morphology
Features and application of melt-jet fiber (nonwoven fabric)
1. Filtration materials
It mainly USES its ultrafine fiber structure, which is its earliest and largest application field.The demand for new filter materials is also the main driving force for the development of melt-blown fiber nonwovens.
No short fleece of filter material falls off in the purified gas or liquid after filtration with melt spraying cloth.
At present, more than 20,000 tons of melt-jet filter materials are used in the world each year, 65% of which are used for liquid filtration, such as: beverage and food sanitation filtration, water filtration, precious metal recycling filtration, paint and coatings and other chemical products filtration;35% is used for gas filtration, such as: indoor air conditioner filtration, air and water separation filtration, purification chamber filtration.
2. Medical materials
At present, it is the second largest application field of melt-spraying cloth.
In this area, the largest dosage is the surgical dressing, operating room curtains and disinfection dressing cloth, and a small number of elastic bandage, tape, anti-inflammatory analgesic film.
3. Sanitary materials
(1) in sanitary napkins
★ melt spray cloth inserted into the absorption core of sanitary napkin, capillary transfer layer
★ the use of melting spray cloth as a barrier to liquid penetration barrier layer, with two layers of melting spray cloth instead of polyethylene impermeable film
(2) in terms of adult diapers
In the process of production, the short fibers of wood pulp are mixed into the flow of fusiform fibers to form a special fusiform cloth with good absorption.
4. Oil-absorbing materials
As oil-absorbing material, the oil-absorbing capacity can reach 17 times of its own weight.
Generally, the fusible spray cloth is inserted into a long mesh tube knitted from PET filament as a floating water grid for oil resistance and oil absorption at sea.Can also be installed in the head of the sea tug made of PP melting spray cloth oil collection device, continuous oil cleaning at the surface.
5. Clothing materials
(1) warm materials
The most successful application is the special fusion-sprayed cloth developed by 3M company in the United States: in the process of fusion-sprayed fiber, PET staple fiber is mixed to form an air insulation structure composed of PET staple fiber with good elasticity and PP ultrafine fiber.
(2) disposable labor clothing
The main use of SMS composite cloth, in addition to the operating coat, has been successfully used in the industrial use of protective clothing.
6, clean cloth
Mainly is the use of PP natural oil absorption, a variety of used for oil pollution of the working environment.
With the progress of melting and spraying processing technology, the PP melting and spraying cloth with hydrophilic property can be made by proper humidifying additive, which can be used in hospitals, high purification rooms, precision parts, instruments and computer rooms.
Post time: Apr-03-2020